
Keeps fallback out and SRPs running.
SandMaze SRP
Keeps fallback out and SRPs running smoothly.
PetroQuip’s SandMaze SRP prevents sand and debris from falling back into the barrel of a SRP. Sand can damage the barrel and plunger, reducing pump efficiency and leading to pump failure. The SandMaze SRP uses a proprietary check valve system that stops sand from re-entering the barrel and plunger while allowing fluid to pass. It captures sand and debris when the pump is off and flushes them out when the pump is restarted. Designed for SRP wells experiencing frequent sand-related pump failures.
-
Keeps fallback debris out of plunger and barrel, extending SRP run life
Self-cleaning design captures debris when pump is off, flushes on restart
Reduces costs by minimizing pump replacements and workovers
Multi-well field trials saved one customer an estimated 3 workovers per well in 6 months
Designed as integral part of SRP (runs and pulls with the pump)
Minimal addition to the SRP overall length
Available in 2-3/8”, 2-7/8”, and 3-1/2” tubing sizes
Rated to 350°F
A portion of proceeds from every unit sold goes to The PetroQuip Foundation.
-
PROBLEM:
When an SRP shuts down, sand and debris fall back into the barrel, damaging the plunger and barrel. This reduces pump efficiency and leads to premature pump failure, costing operators thousands in replacements and lost production.
SOLUTION:
PetroQuip’s SandMaze SRP uses a proprietary check valve system that prevents sand from re-entering the barrel and plunger while allowing fluid to pass.
During normal operation, fluids and sand are pumped straight through the filter. When the pump shuts off, sand falls back but is prevented from entering the barrel by the check valve system. The sand is captured in the filter chambers. When the pump restarts, flow through and around the filter cleans out captured sand, allowing it to re-enter production. The tool returns to normal operation with the filter clean.
-
SandStorm-S - Sand separation for SRP applications
GasStorm - Gas separation for SRPs

Case Study: Midland Basin SRP Solids Fallback Prevention
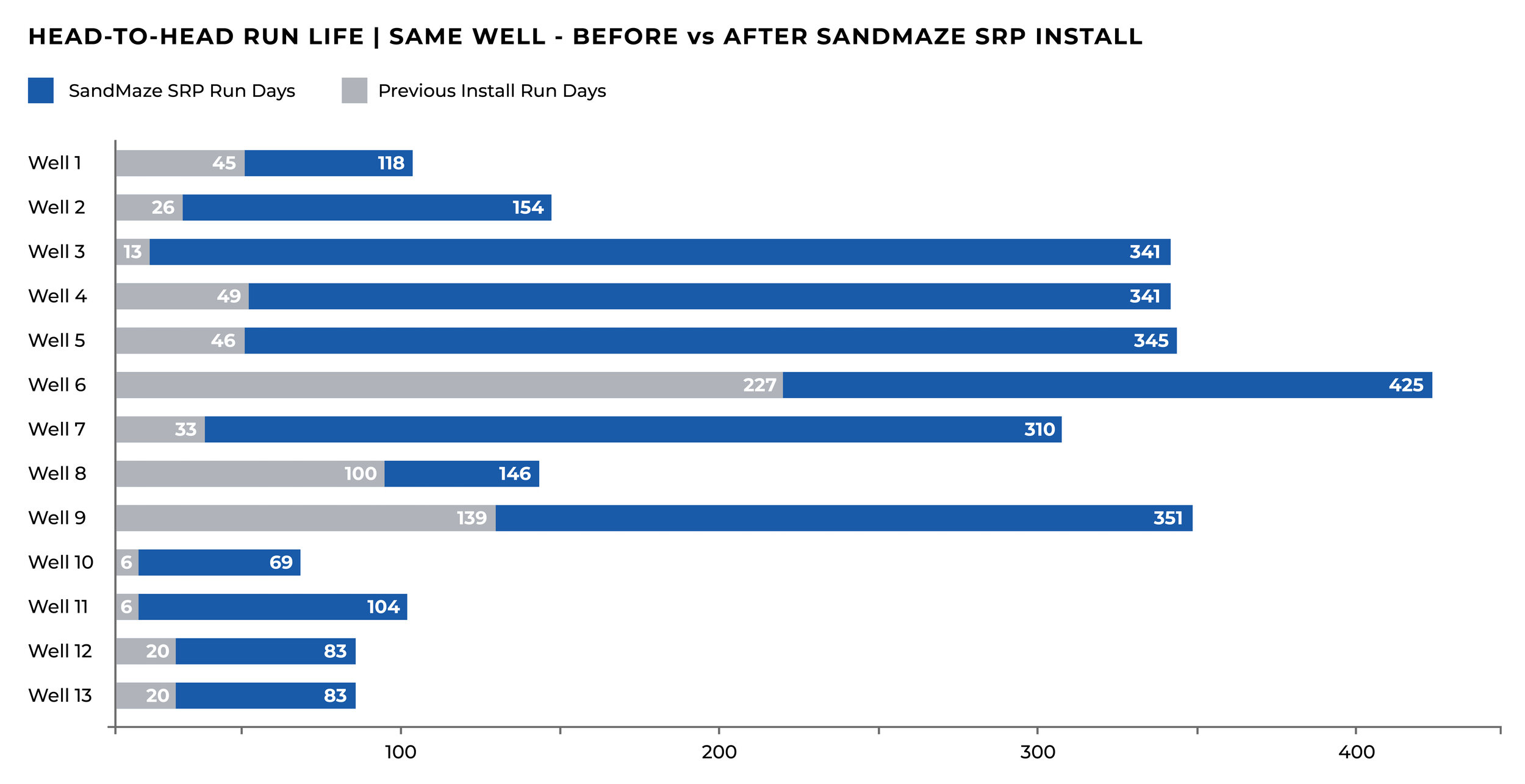
SandMaze SRP adds up to 328 days of sucker rod pump run life, before versus after install, across a 13-well Midland Basin field trial
Challenge
A major Permian Basin operator was managing frequent sucker rod pump failures across sand-producing wells in the Midland Basin. During shutdowns, sand suspended in the tubing string settled onto the rod pump, creating hard-start conditions that increased friction, accelerated wear, and left pumps stuck in the tubing.
Solution
Working with PetroQuip, the operator began installing SandMaze SRP on wells with a documented history of sand-related failures, tracking each well's runtime before and after installation: same well, same formation. The tool sits integral to the SRP and runs and pulls with the pump. The proprietary self-unloading feature captures sand fallback when the pump stops, then gently reintroduces it on restart with a self-cleaning flush. No jetting, no hard starts, no added wear.
Results
Across the 13-well trial, SandMaze SRP extended cumulative run life by 1,462 days, an average increase of 112 days per well and up to 328 days on the strongest well. Every pump pulled unseated easily.
✓ Up to 328 additional run-life days, before versus after install
✓ 1,462 cumulative run-life days added across the 13-well trial
✓ 112-day average run-life increase per well
✓ 425-day longest run recorded to date
✓ 9 of 13 installs still running with runtime still growing
Questions? Contact our team
View all Production Solutions
VIDEO: Watch our animation to see how SandMaze SRP, SandStorm-S, and GasStorm work together to protect SRPs.
How it works:
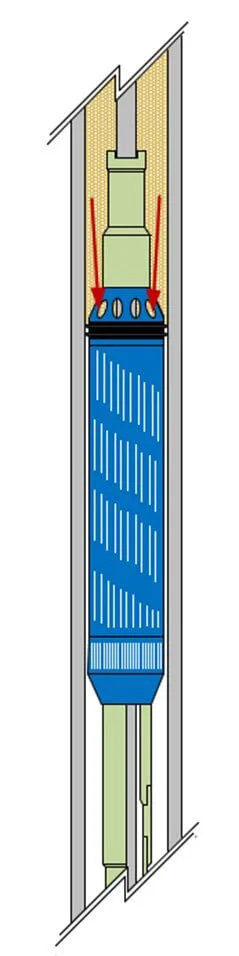
Fall Back
The pump is off and sand falls back into the filter
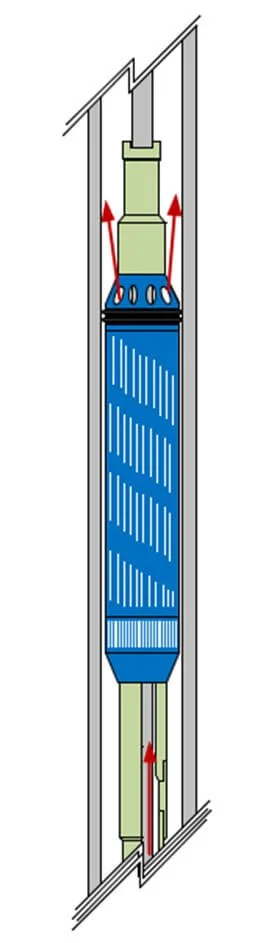
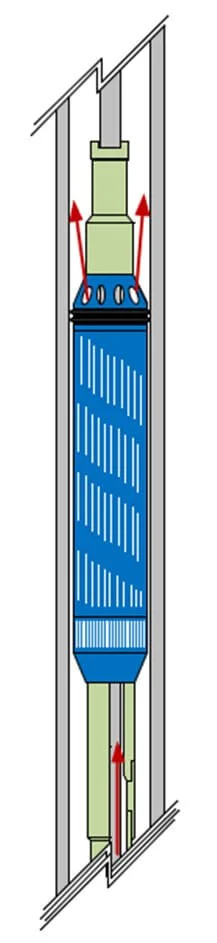
Normal Operation
Fluids and sand are pumped straight through the filter
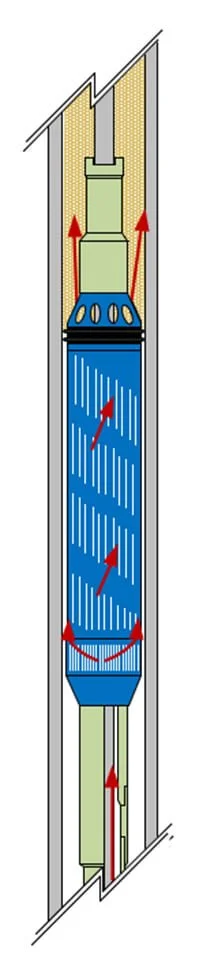
Clean Out
Pump is back on, and the filter is cleaned by flow through and around the filter
Normal Operation
Fluids and sand are pumped straight through the filter
Ready to optimize your operations?
Our proven SRP fallback prevention technology is delivering real cost savings for operators. Contact us today to discuss how SandMaze SRP can benefit your operations.
Email: sales@petroquip.com
Phone: 936-931-0100